SERVICE 业务介绍 FSW(搅拌摩擦焊)业务
概要
京浜乐梦是日本最早使用FSW(搅拌摩擦焊接机),已积累了大量的焊接技术经验。2007年签约成为TWI会员后,在该领域的技术开发上取得了更深入的发展。从使用FSW技术进行试验生产到大规模的量产,京浜乐梦已成功实现对铜、铝、镁、铁等各种材料的焊接。我们在所有技术支援方面成为客户完美的合作伙伴。
我们可以为客户解决以下困扰
-

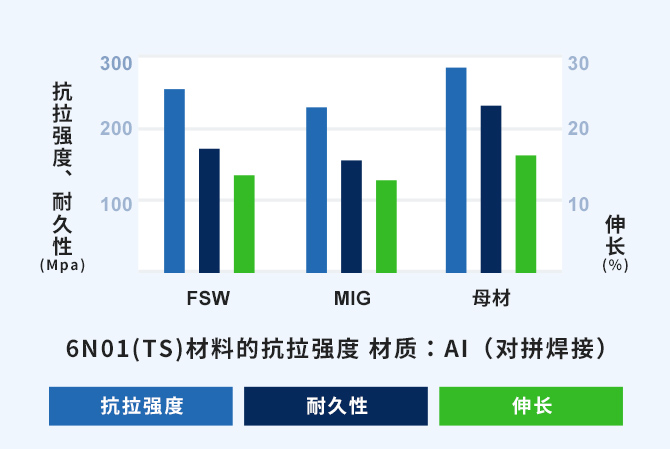
和熔融焊接等其他焊接方法相比,(FSW)的焊接硬度非常出众
-
可对样本材料进行焊接试制/验证
-
可焊接不同材质的金属
-
可使用低热焊接避免变形
-
可针对现有产品提供FSW特殊工艺的设计方案
特点
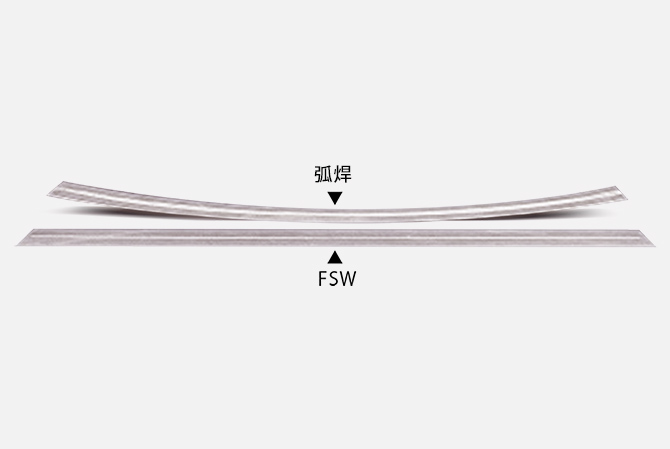
与熔融焊接相比,变形或缺陷更小的焊接方式
良好的形状稳定性和易再现性(无需熟练工操作)
通过机械工艺实现的优异接合性能
接近母材的焊接硬度
缺陷(气孔等)极少的焊接方式

难熔融焊接材料的焊接
Al、Mg、Cu合金、Fe合金(SUS)、异材焊接
耐环境性的提高
FSW与熔融焊接相比,是不同技术的固态焊接。Tig和Mig不会产生粉尘与飞溅。因为是在大气环境下的接合,可以省电。
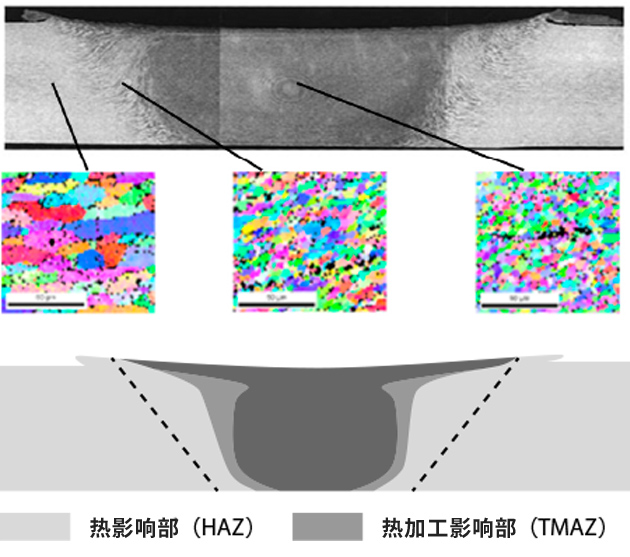
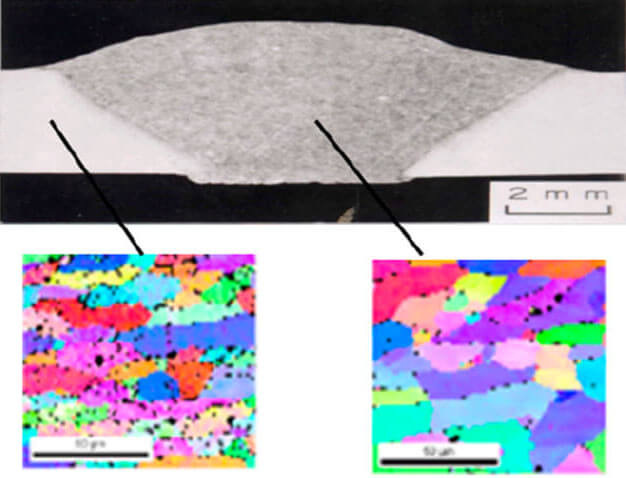
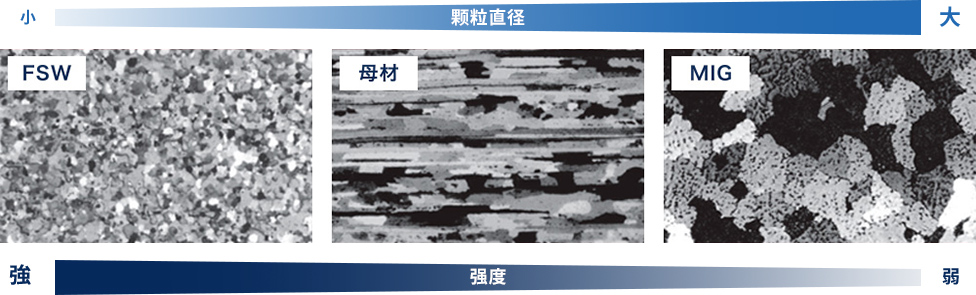
焊接组织的特点
根据霍尔佩奇(Hall-Petch)法则,结晶粒径越小,强度越大。
FSW
MIG
FSW与熔融焊接的比较
| 特点 | FSW | 熔融焊接 |
|---|---|---|
| 焊接温度 (℃) |
2/3Tm | Tm以上 |
| 组织 | 微细结晶组织 (无偏析) |
熔融凝固组织 |
| 变形 | 变形小 | 热变形大 |
| 机械性质 | 良好 | 延展差 |
| 消能耗 | 熔融焊接的2/3 | 大 |
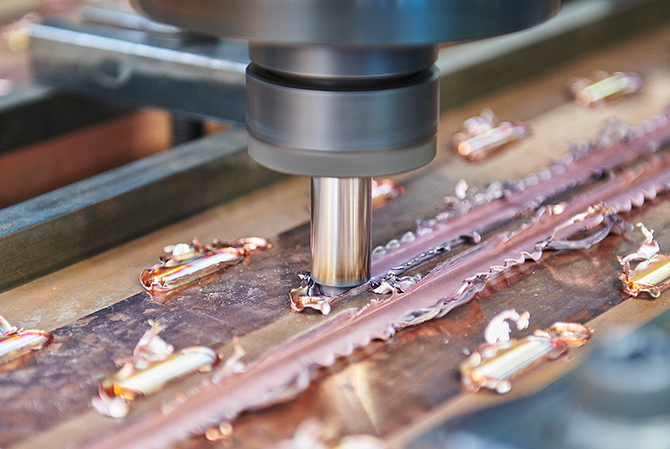
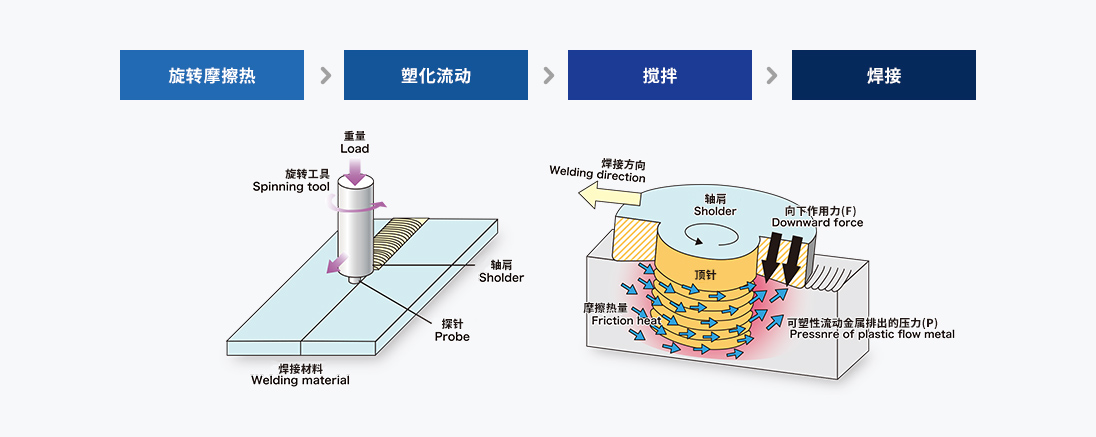
焊接原理
使用特殊焊接工具,一边旋转,一边按压在焊接线上的材料表面。这样,焊接工具与材料之间产生的摩擦热使软化材料。
通过在突合部搅拌旋转工具使塑性(固态)相连接。
这便是与熔融焊接相异的”固相法”。

业绩及案例
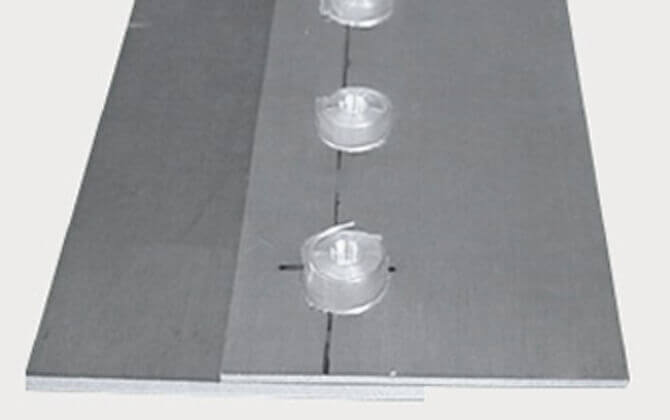
点焊
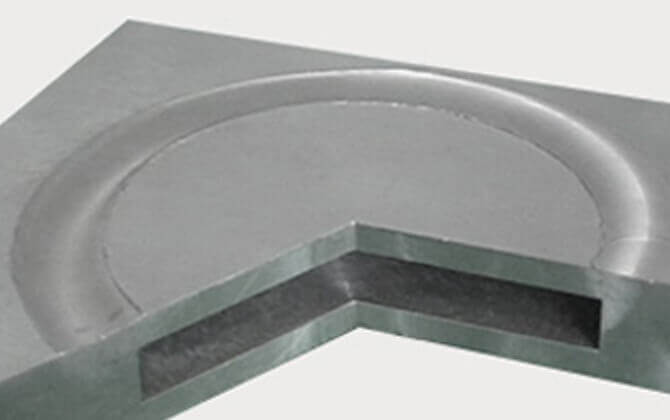
曲线对头焊接
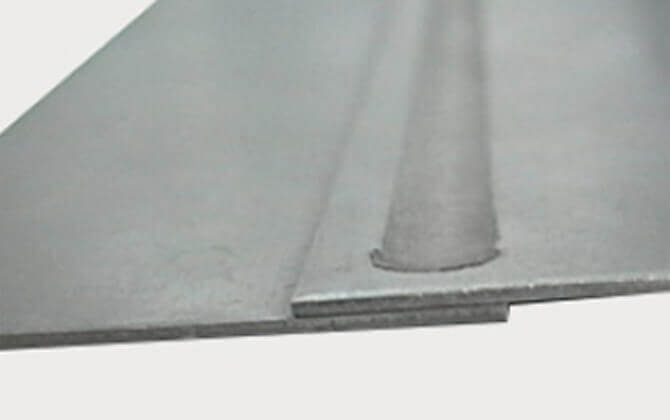
薄板对头焊接

厚板对头焊接 (Cu : 10t-40t)

圆周对头焊接

曲线对头焊接
直线重叠焊接

铝热焊接品

SUS304对头焊接

铝热焊接品
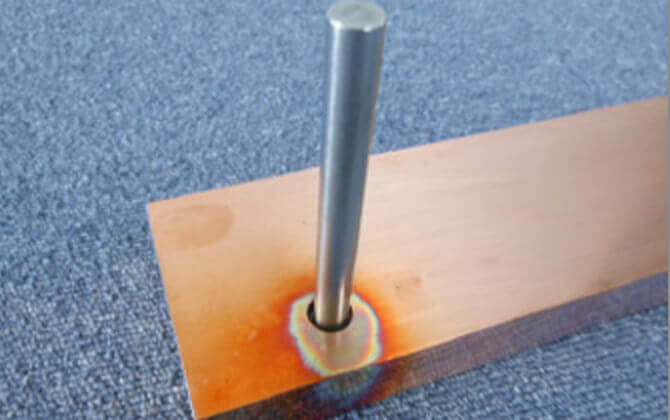
摩擦压接焊接(Cu-sus)
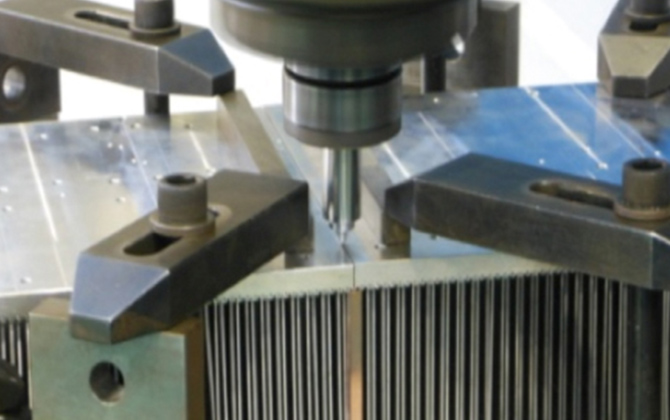
散热装置焊接品
相关产品

FPD用衬板
随着平板显示器市场量的扩大,衬板的需求也越来越大。本公司的衬板是利用独特生产技术生产的产品,尺寸大、平面度好、冷却效率高,可提供稳定的溅射工艺,受到全世界广大客户的高度评价。
半导体用衬板
为了满足近年来集成度高速发展和元器件高速化的需求,本公司可提供铜、可鲁逊(Colson)合金、铬铜等多种材质产品。