SERVICE 事業紹介 FSW(摩擦撹拌接合)事業 FSW(摩擦撹拌接合)事業
概要
京浜ラムテックでは、日本でいち早くFSW(摩擦撹拌接合)を導入し、接合技術を蓄積して参りました。TWIとは、2007年にライセンス契約を結び、更なる技術開発の発展を遂げております。FSWによるパイロット生産から大規模な量産まで、銅・アルミニウム・マグネシウム・鉄・複合材など様々な材料に対して接合可能となっております。私たちは、あらゆるサポートとテクノロジーに関してお客様の完璧なパートナーです。
お客様の困っていることを
解決します!
-

溶融溶接やその他接合方法よりも、
圧倒的に優れた接合強度 -
サンプル材での接合試作/検証が可能
-
異種材質の接合が可能
-
低入熱により、歪みを抑えた接合が
可能 -
既存の製品をFSWに特化した設計提
案が可能
特徴

溶融溶接に比べ、歪・欠陥が少ない接合
良好な形状安定性と再現性(熟練作業者不要)
メカニカルプロセスによる優れた接合性
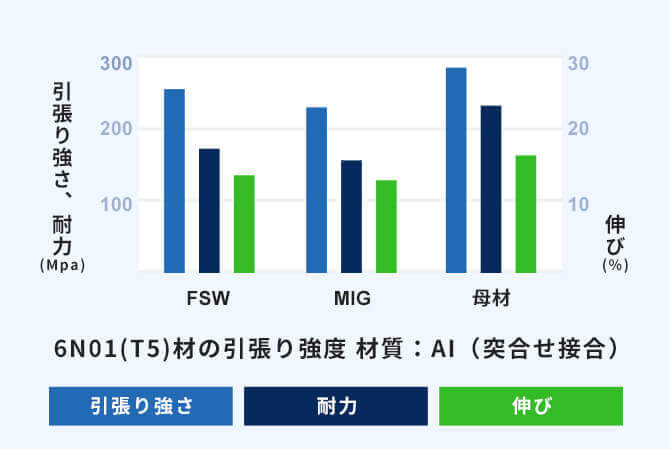
母材に近い接合強度
欠陥(ブローホール等)の極めて少ない接合

難溶接素材の接合
Al、Mg、Cu合金、Fe合金(SUS)、異材接合
対環境性の向上
FSWは、溶融溶接とは異なり固相接合です。TigやMigでは、発生するヒュームやスパッタはございません。また、大気での接合となりますので、省電力となります。
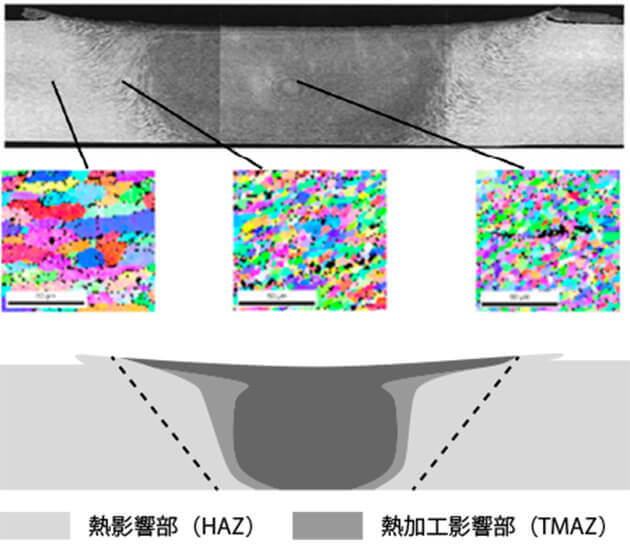
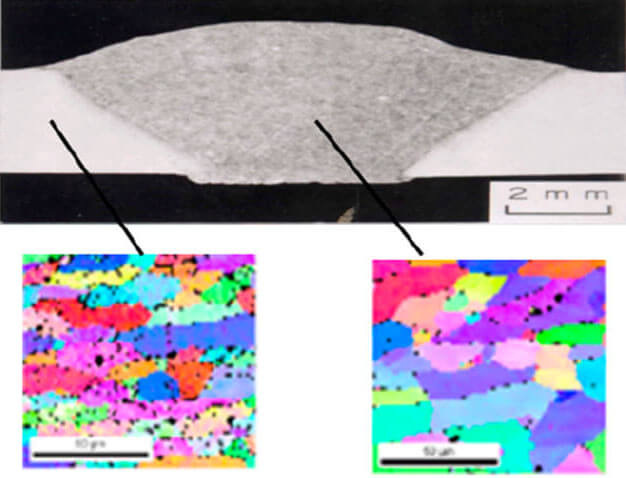
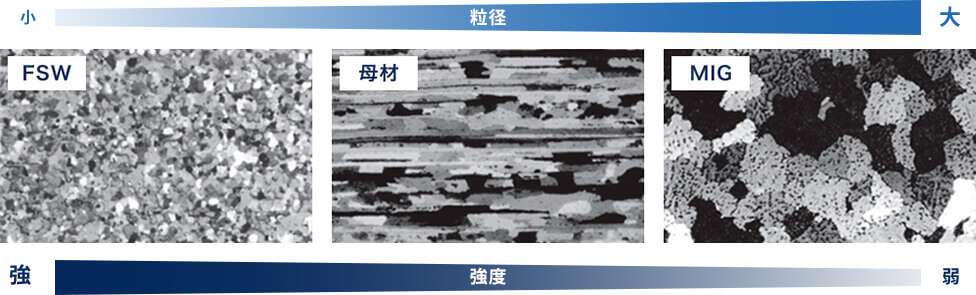
接合組織の特長
ホールペッチ則により、結晶粒径が小さいほど、強度が強い
FSWの場合
MIGの場合
FSWと溶融溶接の比較
| 特性 | FSW | 溶融溶接 |
|---|---|---|
| 接合温度 (℃) |
2/3Tm | Tm以上 |
| 組織 | 微細結晶組織 (偏析無し) |
溶融凝固組織 |
| 変形 | 変形小 | 熱変形大 |
| 機械的性質 | 良好 | 伸び低下 |
| 消費 エネルギー |
熔融溶接の 2/3 |
大 |
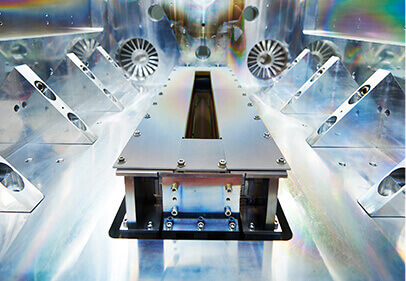
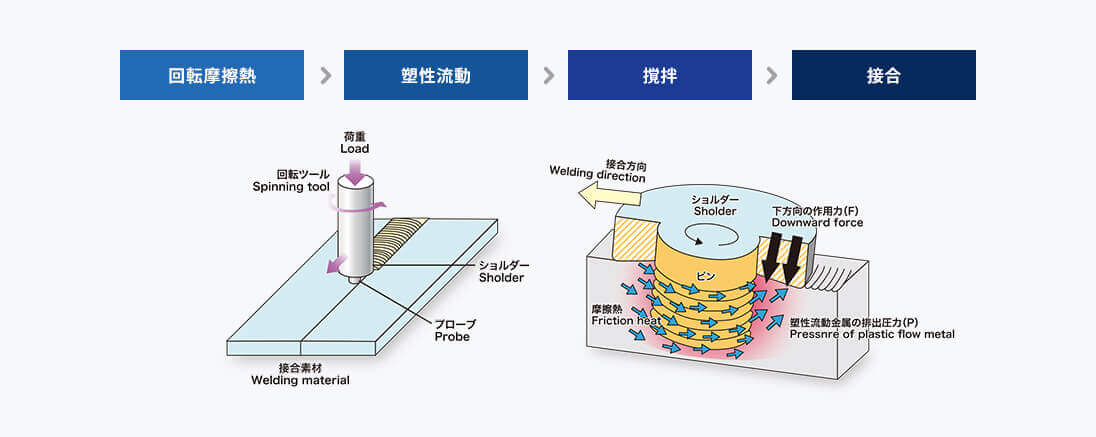
接合原理
接合ツールと呼ばれる特殊な工具を使い、回転させながら、接合線上の材料表面に押し付けます。これにより、接合ツールと材料の間に摩擦熱が発生し、その熱で材料が軟化します。
塑性(固相)となった状態からツールを走行させ突合せ部を撹拌(混ぜる)させることにより接合されます。
すなわち、熔融法とは異なる【固相法】です。

実績と実例
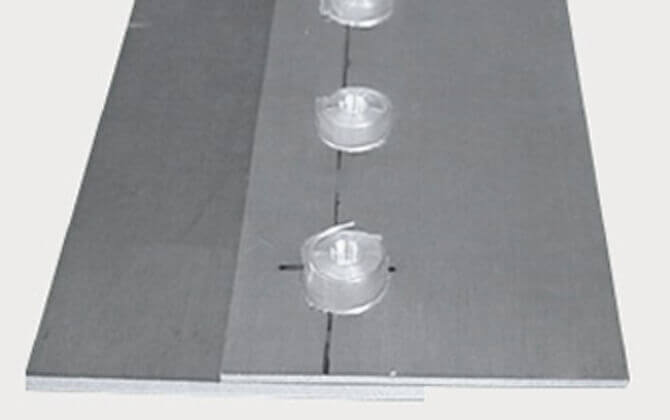
スポット接合
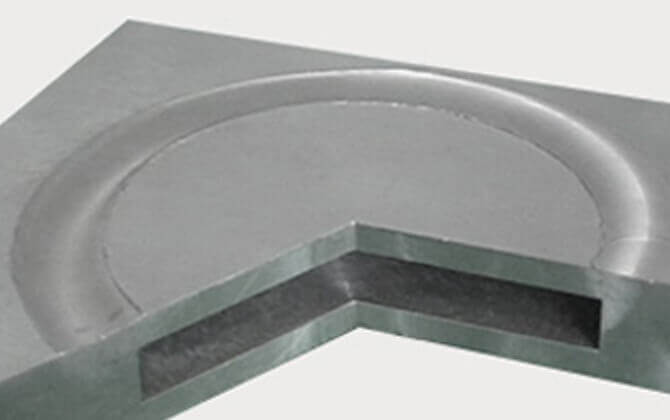
曲線突合せ接合
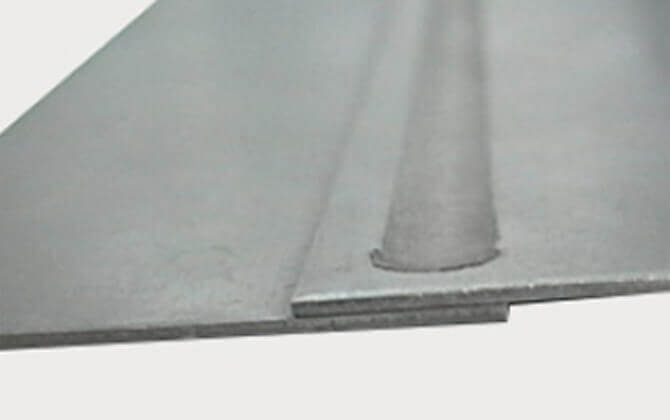
薄板突当接合

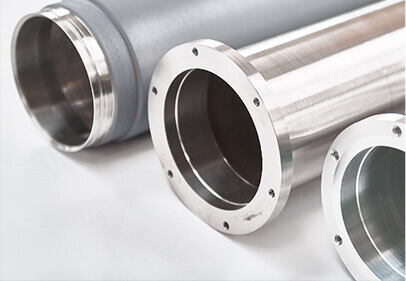
厚板突当接合 (Cu : 10t-40t)

円周突合せ接合

曲線突合せ接合
直線重ね接合

アルミヒーター接合品

SUS304 突合せ接合

アルミヒーター接合品
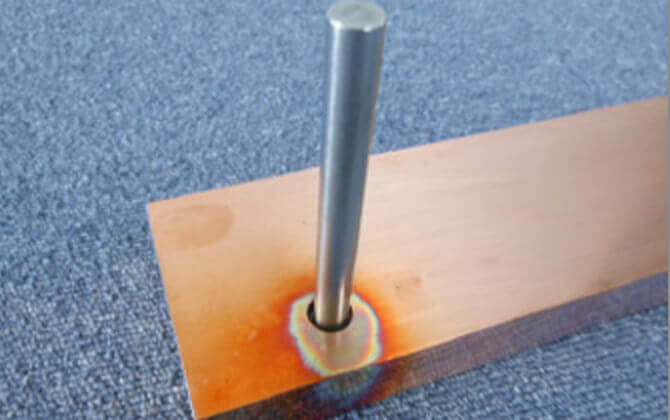
摩擦圧接接合(Cu-sus)
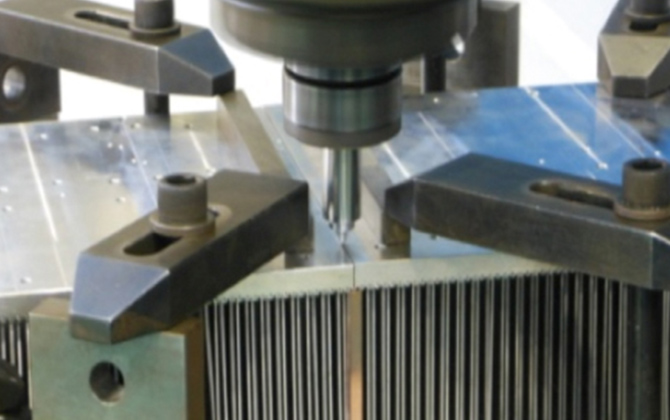
ヒートシンク接合品
関連製品

FPD用バッキングプレート
フラットパネルディスプレイの市場拡大と共に需要が拡大しているバッキングプレートです。当社のバッキングプレートは独自の製造技術により、大型かつ優れた平面度・高い冷却効率により安定したスパッタリングを御提供することで、世界中の御客様より高い評価を頂いております。
半導体用バッキングプレート
近年の集積度の急激な進展とデバイスの高速化に対応する為、銅・コルソン合金・クロム銅など多種にわたる製品を供給しております。