SERVICE Businesses SSW(同步搅拌焊接)事业 SSW(同步搅拌焊接)事业
概要
我们开发了一种同步搅拌焊接刀柄,它不需要专用的 FSW 机器或 FSW 组合机器,只需安装到现有切割机的 ATC 上即可,其特性远远超过传统的 FSW。我们开发了同步搅拌焊接刀柄。
SSW 刀柄的特点是无需倾斜角度,此外,与传统的 FSW 相比,其焊接速度更快、强度更高、温度更低。
SSW 刀柄被广泛应用于从电动汽车产业到航空航天产业的各个领域。
我们的研发中心配备了带 SSW刀柄的加工中心,我们将根据客户要求对焊接刀柄模型和焊接参数进行提案。
我们可以为客户解决以下困扰
-

虽然想购置FSW专用机,但是设备费用高、难以确保足够的放置空间
-
想要利用已有的加工中心或NC磨削机,也想实现FSW加工
-
希望能够提高FSW的生产效率
-
难以满足FSW的诸多需求
-
希望能够对接各种接头形状
RAM FORCE
Synchronized Stir Welding Solutions
Key Concept
- 快速焊接 high speed welding
- 高强度 high strength
- 低温焊接 low temperature

特点
快速焊接
FSW和SSW的焊接参数范围比较
材质:A6061-T6
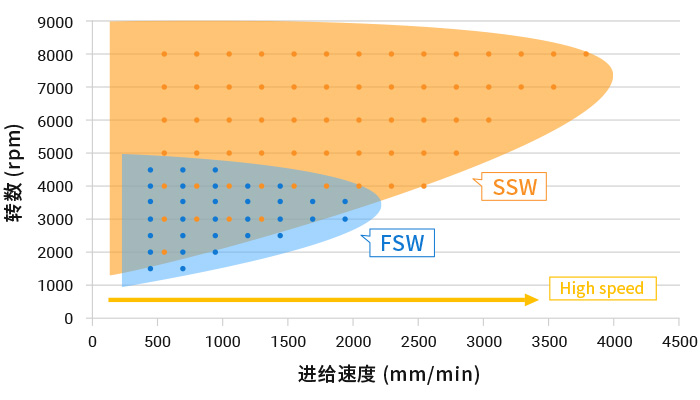
SSW与FSW相比、在高速领域可实现约2倍的高速焊接。
并且,焊接范围广,容易满足各种条件的焊接需求,同时焊接部分的缺陷率低,还可获得优质的设置条件范围
高强度
对接焊接接头强度
材质:A5052板材
(机械性质)
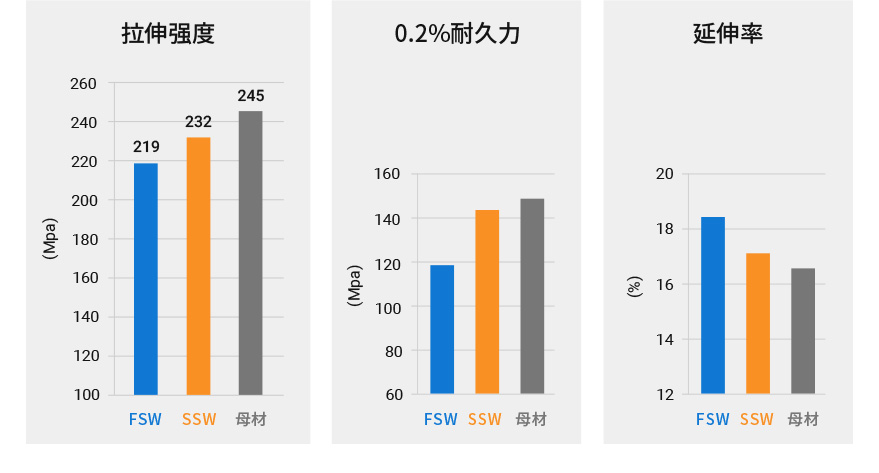
对于母材拉伸强度245Mpa,SSW为232Mpa,接头效率达到了惊人的95%。
延伸率也几乎与母材相同,相比一般的FSW,能够达到更高的强度。
低温焊接
FSW和SSW的焊接温度的测试和比较
材质:A6061-T6
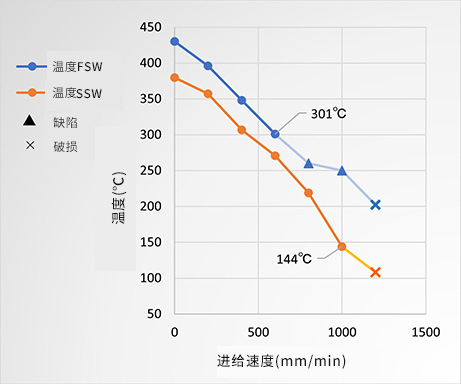
FSW焊接温度低于300℃的话,就会开始发生因热输入不足而引起的内部缺陷,约200℃左右时刀具会破损。
而SSW即使是在约150℃左右也不会发生缺陷,焊接面良好。
因此,FSW是需要保存熔点(660℃)一半以上的温度,而SSW即使在低温领域也可以进行优质的焊接。
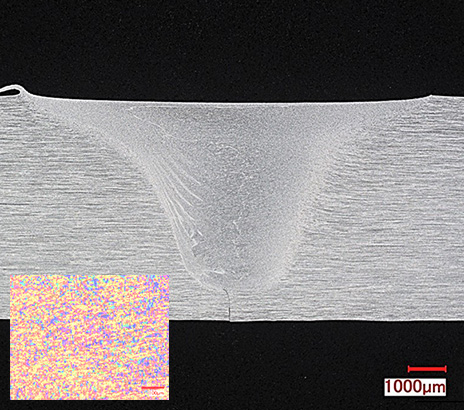
断面的特点
FSW时
SSW时
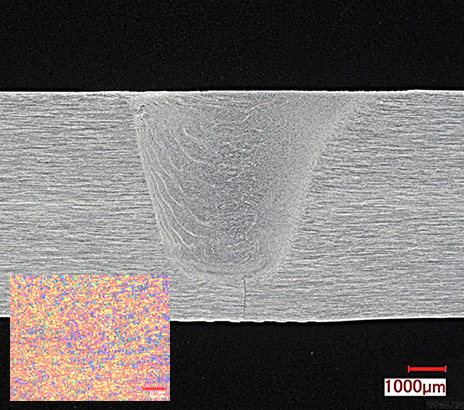
与FSW相比,SSW的搅拌部分成呈波纹状,表明更活跃的塑性流动正在进行。
而且,TMAZ(热加工影响部分)的塑性流动域较少,与搅拌部分的界限很明显。
因此,我们可知其增加了搅拌部的塑性流动,同时抑制了对那些以外部分的影响。
为此,不仅扩大焊接条件范围,
可抑制前进侧(RS)被材料部所发生的逐渐凸起、过度的摩擦热、被材料侧的压力变形等,有着各种各样的优势。
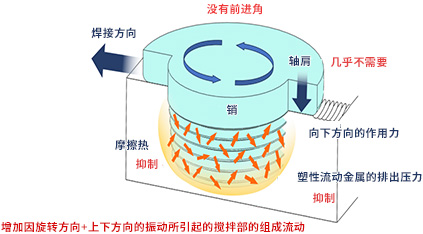
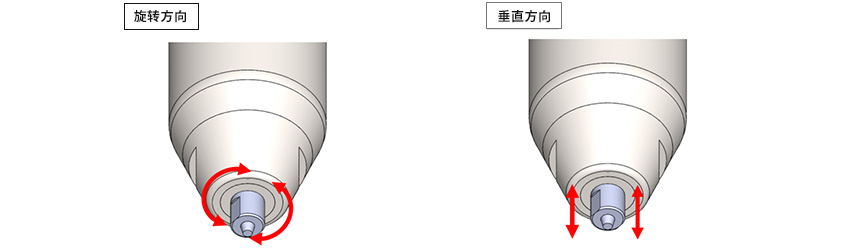
焊接原理
这次所发明的原理(同步搅拌焊接:Synchronized Stir Welding)是不需要倾斜角,
并且即使不用复杂的主轴构造也能将施加于主轴的负荷和震动、焊接中的温度、轴肩径限制在最小限度里、
可以扩大焊接条件范围、防止焊接缺陷、实现高强度的焊接。
RAM FORCE
Synchronized Stir Welding Solutions
- 焊接刀具尖端,向刀具旋转方向、垂直方向的双方进行“伴随着微电波的驱动”。
- 针对被焊接材料所要求的运动,通过被动地与其材料所需的搅拌“方向”,
“速度”同步并顺利地搅拌,从而进行超越以往概念的焊接。
传统的FSW
- 由外部驱动力引起的被动式搅拌
- 焊接速度是,低速领域
- 需要大的轴肩径
- 高热输入

RAM FORCE-SSW
- 与材料被搅拌的“方向”
“速度”同步,能动地进行搅拌 - 焊接速度是,高速领域
- 小的轴肩径
- 低热输入