SERVICE 事業紹介 SSW(同期撹拌接合)Tool Holder事業 SSW (同期撹拌接合) 事業
概要
当社では、FSW専用機やFSW複合機が不要で既存の切削加工機のATCに装着するだけで従来のFSWの特性を遥かに上回る
Synchronized Stir Welding Tool Holder(同期攪拌接合ツールホルダ)を開発しました。
SSW Tool Holderの特長は、チルト角不要であり、且つ、従来のFSWと比較して圧倒的な「高速接合・高強度接合・低温接合」が可能です。
SSW Tool Holderの特長を生かし、EV自動車産業から航空・宇宙産業まで様々な分野に活用されております。
弊社のR&Dセンターには、SSW Tool Holderが装備されたマシニングセンタが完備されており、お客様のご要望に合わせて、
接合ツールのモデリングや、接合パラメーターの御提案を致します。
お客様の困っていることを
解決します!
-

FSW専用機を導入したいが、設備費用が莫大・置くスペースの確保が難しい
-
所有しているマシニングセンタやNCフライス盤を活用して、FSWも実施したい
-
FSWの生産性をより向上させたい
-
FSWにおける条件出しが難しい
-
様々な継手構造に対応したい
RAM FORCE
Synchronized Stir Welding Solutions
Key Concept
- 高速接合 high speed welding
- 高強度 high strength
- 低温接合 low temperature

特長
圧倒的な高速接合を実現
FSWとSSWの接合パラメーターレンジ比較
材質:A6061-T6
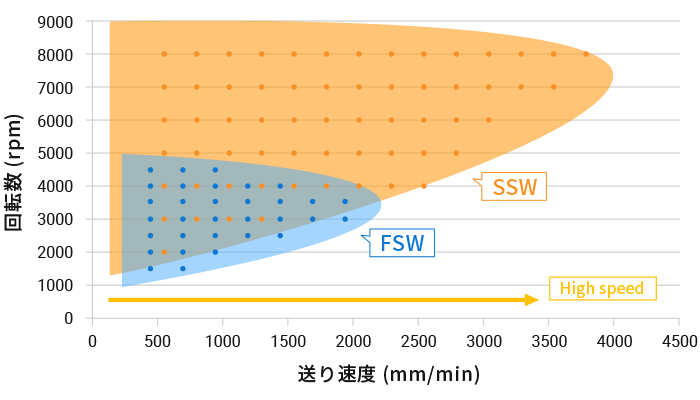
SSWはFSWと比べ、高速領域にて約2倍の高速接合が可能です。
また、接合レンジが広く接合における最適な条件出しが容易であると同時に接合部の欠陥発生率が低く、優位な設定条件範囲を得ることが出来ます。
継手効率95%の高強度接合が可能
突き当て接合継手強度
材質:A5052板材
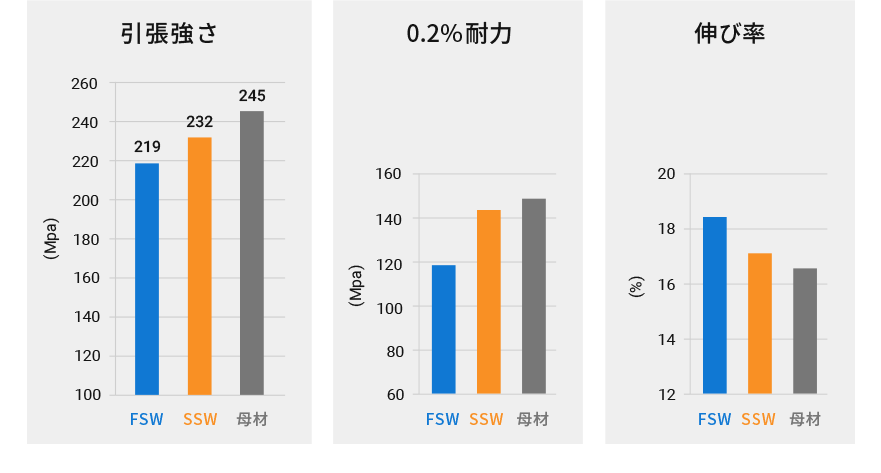
引張強さ母材245Mpaに対してSSWは232Mpaとなり継手効率は驚異の95%を達成。
伸びも母材とほぼ同等で、通常のFSWと比べより高い強度を得ることが出来ます。
低温領域での接合が可能
FSWとSSWの接合温度を測定・比較
材質:A6061-T6
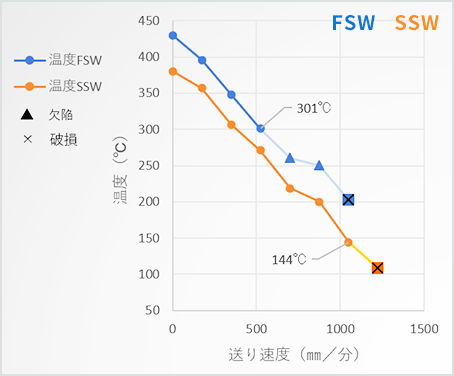
FSWは接合温度約300℃を下回ると入熱不足による内部欠陥が発生し始め、約200℃付近でツールが破損します。
一方SSWは約150℃付近でも欠陥が発生することなく良好な接合面です。
このことによりFSWは融点(660℃)の半分程度以上の温度が必要ですが、SSWでは低温領域での良質な接合が可能です。
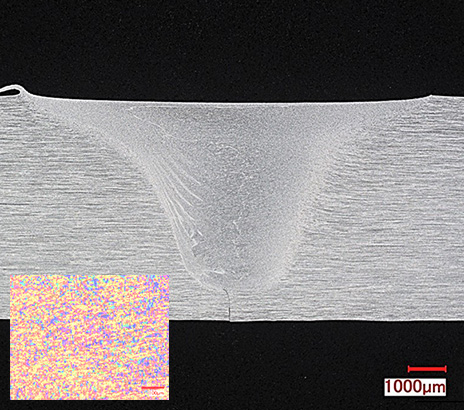
断面の特長
FSWの場合
SSWの場合
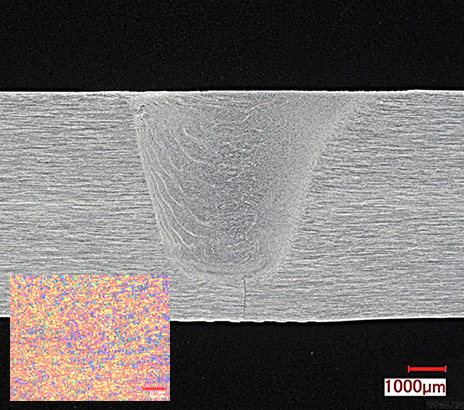
FSWに比べSSWは撹拌部が波目状になっており、より活発な塑性流動が行われていることが分かります。
またTMAZ(熱加工影響部)では塑性流動域が少なく撹拌部との境界が鮮明です。
このことにより、撹拌部の塑性流動を増幅させ且つそれ以外の部分への影響を抑制していることが分かります。
そのため接合条件レンジを広げるだけでなく、
前進側(AS)被材料部に発生するせり上がりの抑制、過度な摩擦熱抑制、被材料側の押し圧力による変形の抑制など、様々な優位性があります。
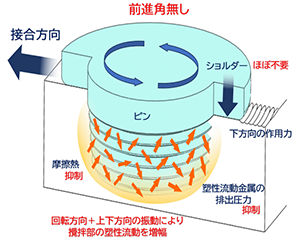
接合原理
この度発明した原理(同期攪拌接合:Synchronized Stir Welding)は、チルト角不要で、
かつ、複雑な主軸機構を必要としなくても、主軸にかかる負荷や振動、接合中の温度、ショルダー径を最小限にとどめ、
接合条件の幅が広く、接合欠陥のない、高強度な接合が可能です。
RAM FORCE
Synchronized Stir Welding Solutions
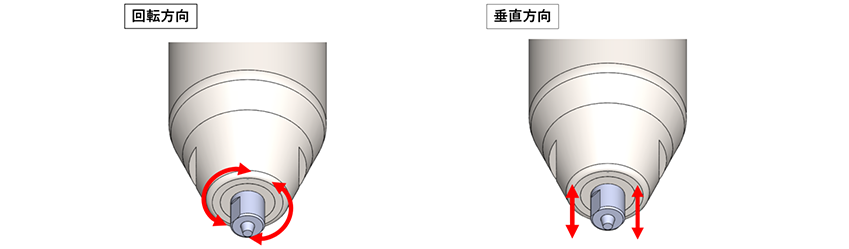
- 接合ツール先端は、ツール回転方向、垂直方向双方に“微小な振動を伴う駆動”をします。
- 被接合材料が要求する動きに対し、その材料が求める攪拌されるべき「方向」、
「スピード」に受動的に同期しスムーズに攪拌する事でこれまでの概念を超える接合を行います。
従来のFSW
- 外部駆動力により、受動的に攪拌
- 接合スピードは、低速領域
- 大きなショルダー径を必要
- 高い入熱

RAM FORCE-SSW
- 材料が攪拌されたい「方向」
「スピード」に同期し、能動的に攪拌 - 接合スピードは、高速領域
- 小さなショルダー径
- 低入熱